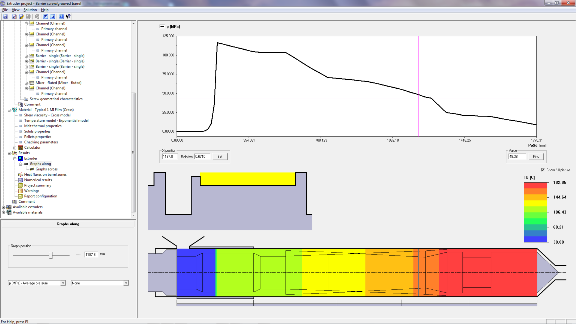
Excessive wear and discoloration of the extrusion screw often signal underlying thermal or flow-related problems. In this case, our engineers used 1D simulation to analyze temperature profiles and identify hotspots caused by insufficient cooling. By optimizing the screw cooling system, the discoloration and wear were significantly reduced, extending equipment lifespan and improving overall process stability.
Warning: Trying to access array offset on value of type bool in /www/doc/www.compuplast.tech/www/wp-content/plugins/edge-cpt/shortcodes/imagegallery/image-gallery.php on line 239
Warning: Trying to access array offset on value of type bool in /www/doc/www.compuplast.tech/www/wp-content/plugins/edge-cpt/shortcodes/imagegallery/image-gallery.php on line 239
Warning: Trying to access array offset on value of type bool in /www/doc/www.compuplast.tech/www/wp-content/plugins/edge-cpt/shortcodes/imagegallery/image-gallery.php on line 239
A powerful architecture & Construction theme.
Construct your website in the perfect Ratio.
Alienum phaedrum torquatos nec eu, vis detraxit periculis ex, nihil expetendis in mei. Mei an pericula